On va customiser un peu une cuve 30L pour l’empâtage en réalisant un filtre qui sera en place au fond de cette dernière. Ce filtre a pour but de recueillir le mout sous le gâteau de drêches. Il ne filtre pas à proprement parler mais draine le jus de façon homogène.
Introduction
J’utilise une cuve de 30L et quelques pour l’empâtage, il est nécessaire d’avoir un dispositif pour filtrer enfin surtout retenir les morceaux de grains. Car s’est bien le gâteau formé par le malt concassé qui va filtrer et ainsi, lors du rincage, récupérer le max de sucres possible. Il faut juste retenir ce gâteau et surtout éviter les chemins “préférentiels”, en gros un raccourci pour le jus qui pourrait by-passer tout ce filtrage naturel. D’où l’utilisation d’un filtre que l’on retrouve en général au fond de la cuve d’empâtage ou d’une cuve dédiée à la filtration (mais dans ce cas il faudra transférer le contenu complet de la cuve empâtage à celle de filtration, opération relou).
Les différentes solutions
Il y a grosso modo 3 types de filtre, du plus abordable au plus haut performant, quoique :
- Le filtre “tresse” où on détourne l’enrobage inox d’un tuyau de sanitaire. Ce maillage d’inox laisse passer le jus et retient le gâteau. A priori, la durée de vie est très limitée et il arrive souvent des imprévus (écrasement de la tresse, décrochage du Té de fixation).
- Le filtre manifold en cuivre, qui est proche de la tresse mais bien plus robuste et fiable. En terme de coup, on est très proche de la solution tresse.
- Le faux-fond, ou fond filtrant, une plaque d’inox perforée en guise de double fond. A priori, la meilleure solution mais un peu plus cher (full inox). Pour ma cuve de 30L cette solution me semble trop luxueuse.
On part donc sur ce fameux filtre manifold, très utilisé sur le continent nord américain si j’ai bien suivi et qui semble efficace en plus !
Choix de la forme
On retrouve plusieurs façons de faire sur internet, du carré maillé au râteau façon antenne hertzienne. Pour ma part, je préfère la version râteau avec le tube central (que je vais appelé le collecteur) non percé, ça me parait plus logique pour la bonne mécanique des fluides :D
Un modèle à particulièrement retenu mon attention, on peut le voir dans le lien ci dessous. Au final, j’ai repris entièrement son idée qui me plait beaucoup :
http://www.brassageamateur.com/forum/ftopic13227.html
Mais on trouve d’autres formes avec d’excellents tutos :
http://univers-biere.net/brico_manifold.php
Initialement, je comptais partir sur du diamètre 12mm pour ma cuve 33L. Une fois dans le magasin, 12 me paraissait trop petit, j’ai pris tout en 16mm. J’ai fait plusieurs essais “à blanc”, le but est de couvrir le plus de surface. Sachant que je veux garder le “collecteur” étanche (c’est à dire sans rainure).
Test 1 sur la cuve d’ébu :

Test 2 sur la cuve d’ébu :

Le “test 1” semble plus adapté à la cuve, on part sur cette solution :-)
Liste des courses
J’espère que vous trouverez tout facilement dans votre magasin de brico, et dans des prix raisonnables… Pour ma part, j’ai du commander sur internet les bouchons, le reste vient d’un magasin brico :
- Tuyau cuivre recuit de 2m en diamètre 16mm.
- 4 coudes femelle/femelle diamètre 16mm.
- 5 Té diamètre 16mm (triple femelle).
- 6 bouchons en cuivre diamètre 16mm.
- 1 écrou prisonnier diamètre 16mm et 20/27.
- 1 passe paroi 20/27 et ses deux écrous.
- 1 vanne 20/27.
- Joints 20/27 et joints plus gros, 32mm.
Environ 40 euros de fournitures pour ma part.
Les outils nécessaires :
- Une disqueuse avec 1 ou 2 disques à tronconner 0.8mm pour inox.
- Un réglet, un mètre et un marqueur.
- Des gants (coupure avec le cuivre fraichement tronçonné).
Découpe des manchons et tubes
On va couper notre tuyau de cuivre en plusieurs pièces. J’ai utilisé une disqueuse avec disque Inox 0.8mm mais la scie à métaux doit bien aller aussi, le cuivre s’est du beurre. Les pièces à couper :
- 8 manchons de 20mm de long chacun, repérés M.
- 2 tubes de 280mm, repérés A.
- 2 tubes de 220mm, repérés B.
- 2 tubes de 180mm, repérés C.
Nos petits manchons encore chaud :

Il faut ébavurer les pièces. Je gratte avec un tournevis plat, on peut aussi utiliser du papier de verre.
Montage du collecteur
On va manchonner tout ça en reprenant le schéma “test 1”, on s’aide avec un maillet en caoutchouc si besoin.

Ca reste un peu mobile, je pense fortement souder la partie collecteur, quand j’aurai appris ;-)

Voila l’ensemble monté à blanc, j’ai eu de la chatte sur les dimensions, ça tombe nickel :

Il manque le tuyau central et la vanne car je n’avais pas reçu la cuve prévue pour l’empâtage. Le tuyau central sera cintré et relié à la vanne via l’écrou prisonnier D16->20/27. Un aperçu mais ça peut changer :

Réalisation des rainures
La partie un peu chiante de cette réalisation, faire des rainures sur les tubes afin que le jus puisse se faufiler. Alors première question, quelle largeur ? On lit partout entre 1 et 2mm, j’ai donc fais un essai avec un disque de 0.8mm de large, puis deux disques donc 1.6mm de largeur théorique. Il s’avère que la rainure est bien plus large que le disque, 1.3mm avec un disque et environ 3mm avec deux disques (au pied à coulisse :D) :

Je choisis donc de faire mes rainures avec un seul disque. Pour la disposition des rainures, je laisse 15mm aux extrémités et 10mm entre chaque :

C’est un peu chiant de maintenir en place les tubes car ils sont ronds, forcément. Je ne voulais pas utiliser l’étau pour ne pas marquer les tubes et ne pas être gêner pendant la coupe. Des agrafes de câbles en diamètre 16mm feront parfaitement l’affaire, c’est l’astuce de cet article :D :D

Une fois tous nos tubes rainurés, le filtre commence à avoir de la gueule !

Perçage de la cuve
On va utiliser la même méthode que celle cité dans mon première article de la catégorie Bière :D On perce à l’intérieur de notre gabarit, puis avec une pince coupante, on coupe de trou en trou. Pas besoin de d’être trop prêt de la limite, on finira avec une petite meule :

Comme dans l’article sur ce sujet, j’utilise une petite fraise/meule en pierre pour rogner jusqu’à avoir la bonne forme et la bonne taille. Il faut être patient ;-) En l’occurrence, le trou est ajusté au point que le passe paroi se visse !

Il manquait la porte de sortie pour notre filtre, ça c’est fait :D

J’ai choisis de mettre une vanne 21/27 plutôt qu’une 15/21 car le filtre peut aussi se trouver dans une cuve dédiée. On peut se retrouver à transvaser l’ensemble de la maische par cette vanne, d’où le 21/27 eh eh :D
Liaison filtre vanne
La vanne étant une 20/27, elle est assez haute dans la cuve. On va devoir façonner un tube en forme de Z, plus ou moins, pour relier la vanne et la sortie du filtre, qui est plus basse. Je veux garder l’ensemble le plus bas possible.
Bon déjà première déconvenue, la nouvelle cuve est plus étroite :-/ Oops :

Ça me fend encore le coeur, j’ai du couper 15mm sur chaque tube rainuré :'( Et encore, ça reste gros je trouve par rapport à la surface :

On va cintrer le tube, pour ne pas réduire son diamètre intérieur. Il faut un objet rigide ayant l’arrondie (cylindrique) de la courbure que l’on veut donner. On va utiliser le même arrondie pour les deux “virages”.
Alors après tests, le cuivre est bien plus épais que les durites de freins que j’avais pu cintrer de cette façon … En même temps, vu la gueule du truc, ça avait peu de chance de marcher xD
 Bon j’ai flingué le tube qu’il me restait. 2 mètres sont suffisant pour faire un filtre dans cette taille, compter une marge de secours de 30cm :D Faut vraiment que je trouve une bonne technique pour cintrer ce style de tubes, c’est épais même si le métal est plutôt mou.
Bon j’ai flingué le tube qu’il me restait. 2 mètres sont suffisant pour faire un filtre dans cette taille, compter une marge de secours de 30cm :D Faut vraiment que je trouve une bonne technique pour cintrer ce style de tubes, c’est épais même si le métal est plutôt mou.
J’ai testé plusieurs trucs, sans succès. Le mieux que j’ai pu faire, c’est un tube avec une seule courbe de 30° tout au mieux. J’ai utilisé un étau, du sable dans le tube et une lampe à souder, pas génial mais au moins la section du tube a été préservée. L’idéal est d’avoir la cintreuse pour le diamètre 16mm, ça doit aller tout seul … Sinon, peut être penser à bricoler un truc avec des coudes, il en existe peut être en 45° ? Voila le tube finit, c’est à dire avec le brasage et le trou de fixation :

Mise en place des bouchons
On va utiliser des petits bouchons en cuivre pour fermer proprement l’extrémité des tubes. Les bouchons seront maintenus par des petites vis Inox diamètre 3 mm et 12mm de longueur, tête fraisée.
On va d’abord percer les 6 bouchons avec un forêt de 3.2mm, percer à mi hauteur du bouchon et vous pouvez vous aider avec un poinçon :

On place ensuite un des bouchons sur nos tubes pour repérer l’endroit du perçage (marquer avec un poinçon) :

Et on perce en 2mm, ça fait petit mais comme ça la vis tient bien et la tête fraisée ne dépasse pas trop :

Hop, les petits bouchons sont en place. Très bonne idée, piquée dans le lien cité plus haut :

Brasage du collecteur
Pour finir, tout le monde préconise de faire un filtre facilement nettoyable, donc démontable (porte ouverte pour les blagues sur les mamans). Dans notre cas, il faut fixer de façon modifiable les 6 bouchons et les 7 tubes (6 rainurés et le cintré). Pour le collecteur, je vais m’essayer au brasage fort pour le rendre d’un seul bloc. Bon j’étais parti pour du brasage tendre mais j’ai changé d’avis en cours de route :D C’est pas un truc facile à faire, il faut un peu d’expérience. Surtout qu’en on a une lampe à souder lol. En gros, cette partie de l’article est à l’arrache, je n’ai pas de compétences en brasage. Du coup, il vaut peut être mieux fixer le tout comme les bouchons en cuivre, avec des vis.
Je vous montre mes soudures les moins moches. J’ai commencé à kiffer mais j’ai eu des problèmes de chauffe car la bonbonne s’était un peu vidée. La lampe à souder manque vraiment de puissance pour du brasage fort. Les soudures qui ont pas trop mal pénétrées :


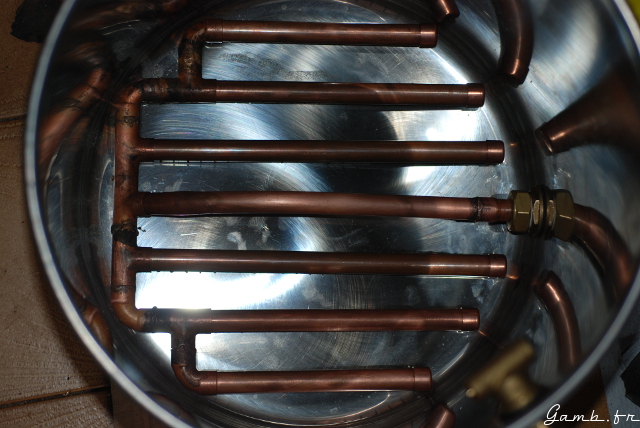
Arrivée dans la cuve
Bon ! Nous voila enfin à la fin de ce mini projet. Je pensais pas en chier autant à première vue. Entre les latences de transporteur, les multiples allés retours au brico du coin et les compétences qui ont manquées, grosse mission :-) Cela m’a prit pas mal de temps et je ne l’ai pas encore testé ! La cuve d’empâtage n’est pas opé, je suis sur le rinçage en ce moment. Je vois le bout et finalement ce filtre est un des plus gros morceaux de la mise en place de la “nano brasserie”.
Le voila avant le gros nettoyage, le brasage c’est violent :S Et il faut bien tout ébarber, ça prend masse de temps. J’ai viré le joint entre l’écrou prisonnier du filtre et le passe paroi de la vanne, il y a la place mais pas besoin d’étanchéité à cet endroit :

Je pense ajouter un chapitre supplémentaire dans cet article quand le filtre aura été rodé. La cuve n’est pas si grande, j’ai peut être vu gros :D Une fois les éléments réunis, la construction n’est pas si rude. La brasure est plus problématique. J’ai bien tâtonné aussi, surtout pour rassembler les pièces.
Après un bon coup de paille de fer, papier abrasif, etc etc : Il est pas vilain, nan ? Ça me donne envie de construite d’autres trucs, tiens :D

Coté tout lisse :-)
